The textile industry stands at a pivotal juncture. Faced with the demands for faster turnaround times, flawless quality, and optimized resource utilization, traditional methods of fabric inspection and packing are being pushed to their limits. This article explores how smart automation is not merely an option but a necessity, propelling textile mills and fabric manufacturers into a new epoch of efficiency and innovation.
The Current Bottleneck
In the textile industry, traditional inspection and packing methodologies are becoming increasingly insufficient due to several inherent drawbacks:
● Time-Consuming Inspections: Traditional manual inspections can be exceptionally slow, often involving multiple stages of checking and re-checking, which can lead to significant production delays.
● High Error Rates: Human inspectors are prone to fatigue and inconsistency, leading to errors in detecting defects like misweaves, slubs, or color variations, which can compromise the quality of the final product.
● Resource Inefficiency: Conventional methods often result in excessive use of materials and energy due to repeated processes and corrections, which not only increases costs but also impacts environmental sustainability.
Enter Smart Automation
Automation introduces several advancements aimed at resolving these issues through the integration of AI and robotics:
● AI Visual Inspection: Utilizes deep learning algorithms to replicate human visual scrutiny, detecting a wide array of defects with high precision. Systems like SUNTECH's ST-Thinkor AI Automated Visual Inspection system ensure rigorous quality control by identifying thread irregularities, stitching flaws, and color mismatches.
● Integration with Production Systems: Modern automated systems are designed to integrate seamlessly with existing manufacturing processes, communicating directly with production databases and management systems to ensure that every piece of fabric is tracked from weaving to packing.
A Closer Look at the Benefits
The transition to automated systems brings profound advantages:
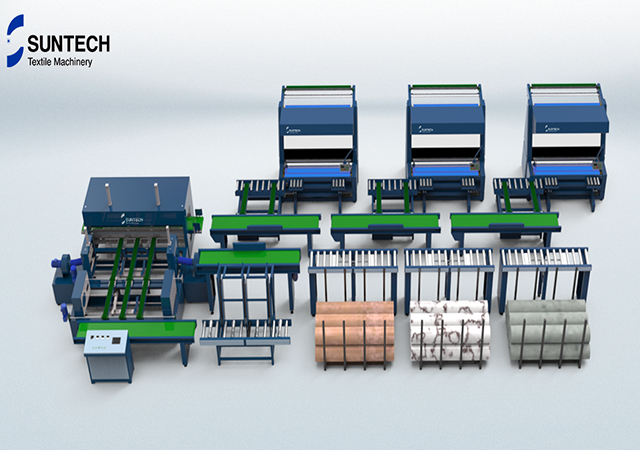
● Automated Fabric Roll Packing Lines: Streamlines the final stages of textile production by automating the handling, packaging, and labeling of fabric rolls. This automation minimizes manual labor, reduces packing errors, and enhances the speed and consistency of packaging operations.
●Enhanced Quality Control and Resource Optimization:Automated systems facilitate precise cutting and handling of materials, minimizing waste and improving material utilization. This not only reduces costs but also supports sustainability by reducing the environmental impact of operations.
● Scalability and Flexibility: Automated systems can be easily scaled up or adjusted to accommodate changes in production volume or fabric types, allowing manufacturers to respond quickly to market demands without compromising on quality.
These enhancements not only streamline operations but also position textile manufacturers to better meet the challenges of a competitive global market, ensuring they can deliver high-quality products efficiently and sustainably.
![Industrial machinery processing fabric into rolls and preparing them for shipping]()
Beyond the Factory Floor
Smart automation significantly enhances operations within textile manufacturing facilities, but its impact reaches much further, integrating deeply with broader business systems like Enterprise Resource Planning (ERP) and Manufacturing Execution Systems (MES). This integration achieves several key advancements:
● Improved Inventory Management: Automation enables more accurate tracking of materials from receipt to shipping, reducing inventory discrepancies and enhancing order fulfillment accuracy. This integration with ERP systems ensures that data about stock levels, material usage, and production timelines is accurate and readily available, helping companies avoid overproduction and stockouts.
● Enhanced Supply Chain Visibility: Real-time data from automated systems can be shared across the supply chain, providing all stakeholders with up-to-date information on production progress, quality control, and delivery schedules. This visibility allows for more agile responses to market changes and more efficient management of supply chain risks.
● Increased Business Agility: By automating data collection and analysis, companies can more quickly identify trends, anticipate market changes, and adjust strategies accordingly. This agility makes it easier to respond to customer demands, regulatory changes, and new market opportunities.
The Future is Intelligent
The future of fabric inspection and packing technologies is poised to revolutionize the textile industry through several innovative trends:
● Predictive Maintenance: AI-driven systems can now predict equipment failures before they happen by analyzing operational data gathered from sensors and routine operations. This capability not only prevents downtime but also optimizes maintenance schedules, ensuring machinery is serviced only when necessary, thus saving on maintenance costs and extending equipment lifespan.
● Hyper-personalization: Advances in AI and automation will enable the handling of a more diverse range of fabric types, sizes, and packaging needs. This adaptability will be crucial for manufacturers looking to cater to increasingly specific consumer preferences, allowing for more customized product offerings without significant increases in production cost or time.
● Increased Sustainability: As sustainability becomes a more pressing concern, automated technologies are expected to play a vital role in reducing waste and optimizing resource use. Innovations in this area might include more efficient use of raw materials, recycling of byproducts, and reduction of energy consumption, all contributing to a smaller environmental footprint for the textile industry.
These developments not only promise to improve operational efficiencies but also align closely with global trends towards more sustainable and responsive manufacturing practices.
A New Era of Efficiency
The advancements in fabric inspection and packing technology herald a transformative era for the textile industry. As these technologies integrate seamlessly with broader business systems, such as ERP and MES, they not only optimize internal operations but also enhance the entire supply chain's responsiveness and efficiency. This integration facilitates superior inventory management, improved supply chain visibility, and increased business agility, allowing companies to swiftly adapt to market changes and consumer demands.
With the adoption of predictive maintenance, hyper-personalization, and increased sustainability measures, the industry is moving towards a more intelligent, efficient, and eco-friendly future. By embracing these innovative technologies, businesses are poised to enjoy substantial benefits, including heightened profitability, enhanced sustainability, and a stronger competitive position. This shift is not just evolutionary but revolutionary, setting a new standard for how textile operations are conducted globally.